
Ремонт металлических панелей
Вмятины и глубокие царапины на металлических панелях кузовов и кабин устраняйте правкой.
Вмятины, не имеющие перегибов и вытяжек металла, устраняйте с помощью выколоток и специальных деревянных или резиновых молотков.
Вмятины, вызвавшие перегибы и вытяжку металла, а также глубокие царапины устраняйте выколоткой с последующей рихтовкой.
Выколоткой восстанавливайте первоначальную форму детали, а рихтовкой окончательно выровняйте поверхность. В комплект инструмента для правки кузова (рис. 328) входят специальные молотки и поддержки, подкладываемые с внутренней стороны панели. Рабочая поверхность инструмента для выколотки и рихтовки должна быть совершенно гладкой. Для правки и рихтовки деталей кузова и оперения пользуйтесь специальным набором приспособлений и инструмента.
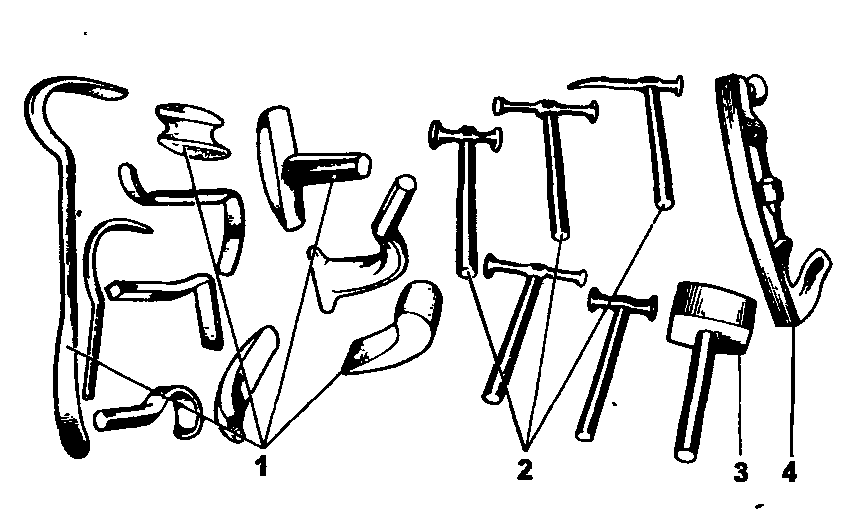
Рис. 328. Комплект инструмента для правки кузова: 1-поддержки; 2-рихтовочные молотки; 3-деревянная киянка; 4-рашпиль для зачистки неровностей
Небольшие неровности, которые неудается выправить рихтовкой, выровняйте, заплавляя их оловянисто-свинцовыми припоями или порошковой пластмассой. При применении припоя ремонтируемый участок зачистите до блеска и облудите паяльной пастой, не требующей предварительного травления поверхности соляной кислотой, после чего нанесите припой ПОС-18 или ПОС-30. Затем зачистите и прошлифуйте шлифовальной шкуркой выровненный участок, подготовив его для последующей окраски.
При применении пластмассы выравниваемый участок предварительно обработайте абразивным камнем для получения шероховатой поверхности, затем прогрейте до температуры 160 - 180 град. C не допуская перегрева, вызывающего появление цветов побежалости. На нагретую поверхность при помощи установки для газопламенного напыления пластмасс нанесите термостойкую пластмассу до заполнения всей вмятины и получения ровной поверхности. Производя напыление, периодически уплотняйте пластмассу, проглаживая поверхность стальным катком. Выровненную поверхность после затвердевания пластмассы зачистите и прошлифуйте.
Трещины и пробоины после устранения неровностей поверхности заварите, используя при значительных повреждениях заплаты. Для выполнения сварочных работ применяйте газовую сварку, устанавливая горелку с наконечником № 1 при работе с металлом толщиной 0,5 - 1 мм и с наконечником № 2 для металла толщиной 1-3 мм.
При устранении отдельных неровностей на поверхности кузова можно применять специальные мастики, приготовленные на основе эпоксидной смолы.
Изношенные и рваные отверстия для болтов крепления кузова к раме восстановите наваркой.
Кузов после ремонта загрунтуйте и окрасьте. Пол кузова снаружи покройте слоем щумопоглощающей мастики толщиной 1-3 мм.
Кузов и кабина автомобилей семейства УАЗ-3741
Техническое обслуживание
Ремонт
- Снятие кузова или кабины
- Замена дверей
- Снятие и установка стеклоподъёмника
- Снятие замка передней двери
- Снятие и установка стеклоочистителя
- Снятие и установка лобового стекла
- Снятие и установка боковых стекол передней двери
- Замена троса стеклоподъёмника
- Снятие и установка боковых и задних стёкол УАЗ-3962, УАЗ-2206 и УАЗ-3909
- Ремонт металлических панелей кузовов и кабин